

Roller Desin Maunual
Tube Material
1) Steel Pipe
Following the ongoing development of tube making and welding techniques, steel pipes with a longitudinal electric weld, commonly known as Welded Tube, has been replaced with hot rolled seamless tube and has become the most commonly used material for conveyor roller manufacturing. Hot rolled seamless tube satisfies the requirements for mechanical properties and curvature.The advantages of hot rolled seamless tube is appearance, balance and cost.
2) Stainless Steel Pipe
Welded stainless steel tube is a commonly used material for conveyor rollers. It has an attractive appearance, good corrosion resistance and is much more durable than common steel tube. The two most commonly used material numbers are as follows:
|
Pipe /pipe
|
304
|
201
|
|
Magnetic conductivity
|
Non magnetic conduction
|
|
|
Corrosion resistance
|
It also has good corrosion resistance to alkali solution and most organic acids.
|
The corrosion resistance is general, and it can work for a long time without chloride pollution or humid atmospheric corrosion environment, and basically remain rust free.
|
|
Main purpose
|
Kitchen utensils, auto parts, building materials, food production equipment, hospital utensils, etc.
|
It is mainly used for decoration, or when there are high temperature requirements, it is used instead of steel pipe galvanizing
|
3) Aluminum Pipe
The hardness of aluminum alloy is only 1/3 in comparison to steel tube and stainless-steel tube. lt weighs only 36% of steel tube and features water proof and rust proof properties. lt is suitable for light weight applications and wet working conditions. lt is also specified in some industries
e.g.rubber.
4) PVC Pipe
The load capacity of PVC tube is much lower than steel tube of the same diameter but has the following features:
1.Corrosion resistant, good chemical stability.
2.Easy cleaning.
3.The roller is light, easy start-up.
4.Low noise, shockproof
Tube Surface Treatment
1)Zinc Plated
Forms a homogeneous, compact, wellcombined zinc coating through electrolysis. Compared with other metal, zinc is economic and easy to be coated. Corrosion prevention plating allows zinc to be used widely in the area of steel parts protection, especially in preventing oxide etch and is a common surface treatment for conveyor rollers.
1.Trivalent chromium blue white zinc plated, conforms to ROSH.
2.The acceptable thickness of the zinc layer for rollers is 8-12 um.
3.Special sealing ensures our zinc plating is much more rust resistant than commonly available tube which has been proven in the salt spray tests
4.Zinc plating does not have strong resistance to abrasion. lt will wear gradually during operation. lf required, you can choose hard chrome plating or other surface treatments.
5.When rollers are shipped by sea,special packing for shipment is still needed.
6.Food is not permitted to come in direct contact with zinc plated surfaces.
2) Hard Chrome Plating
Thick chrome plating (above 20 um) is formed on the surface of the component to improve the performance of the component with regards to hardness,abrasion resistance,temperature resistance and corrosion resistance
1.Excellent abrasion resistance, as high as 1200HV hardness value.
2.The coefficient of sliding friction is only 50% compared to steel and iron.
3.Slight oxidation of the chrome layer leads to surface passivation, a thin and transparent film. After long periods of exposure at room temperature the passivation film causes discoloration and forms a protective layer for the chrome finish.
4.The chrome layer is brittle and is not suitable for bearing any large distortion which may cause breakage or spalling of the chrome layer.
3) Rubber Lagging
For effectively improving conveying efficiency, eliminating slip such as specified area acceleration, small inclines, etc., we need to add friction between the contact surfaces. Rubber lagging is the most commonly used method.lt may also provide protection to the conveyed surface of the product and reduce the conveying noise.
Natural Rubber
1.High elasticity under room temperature.
2.Good mechanical hardness, small loss on lag.
3.Good electricalinsulation properties.
4.Alkali resistant. No resistance to strong Acids
5.Low resistance to oil and solvent.
Nitrile Butadiene Rubber (NBR)
1.Excellent resistance to oil.
2.Good abrasion and heat resistance.
3.Low elasticity.
4.Poor cold and ozone resistance.
5.Low electrical insulation properties.
Shaft Installation Method
The total load on the roller is borne by the shaft which must sustain the entire weight. Damon has chosen to adopt high quality carbon structural steel as the shaft material which has a increased hardness and conforms to GB/T 905requirements.
1)Shaft size
Round shaft(mm)
d: Φ6,Φ8,Φ10,Φ12,Φ15,Φ17,Φ20,Φ25
Hexagonal shaft(mm)
d:11hex
2) lnstallation method
The roller installation method determines the complexity of roller assembly. Different installation methods also influence the load capacity of the roller.
Following are examples of common installation methods and their features. lnstallation method can be customized.
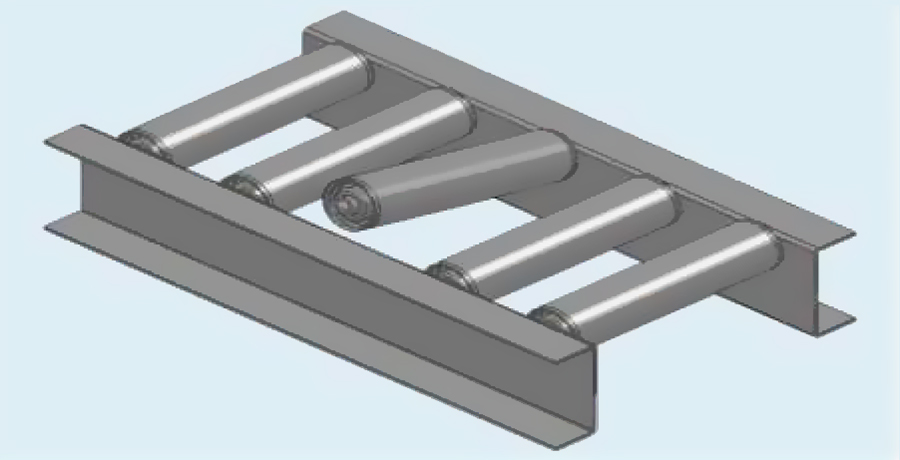
(1) Spring Load
1.This is the most popular installation method for gravity rollers. Assembly and disassembly is simple and quick.
2.Installation clearance is required between the inner width of the frame and the roller. Different clearances are required for different roller diameters, shaft diameters and height of roller. Typically allow 0.5 ~ 1mm gap each side.
3.Cross braces are required between the frames to stabilize and reinforce the conveyor
4.The spring loaded installation method is not recommended for sprocket rollers.
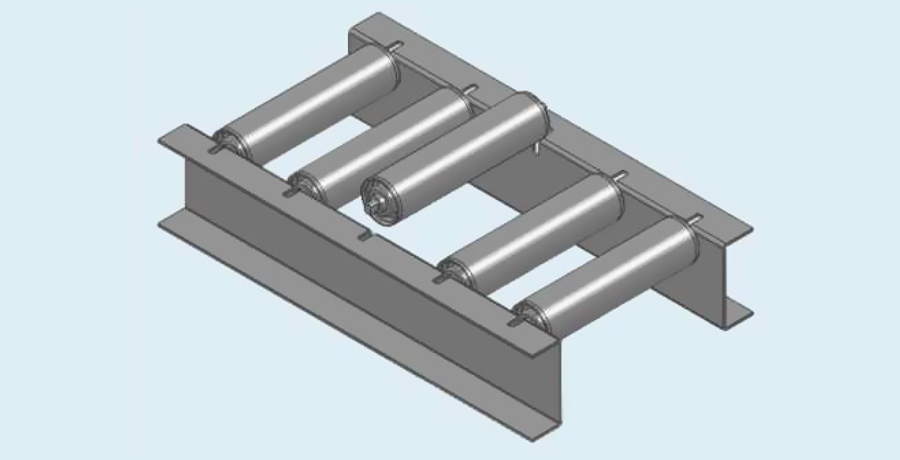
(2)Female thread
1.This is the typical installation method for sprocket rollers. The roller is fastened to the frame with a bolt on each end.
2.Assembly and disassembly is more time consuming.
3.Bolt hole clearance in the frame should not be too large. Typically the clearance should be 0.5mm. For example, for an M8 bolt the recommended mounting hole is Φ8.5mm.
4.When using an aluminum frame, the shaft should be of a large diameter with a small diameter fixing bolt to reduce the risk of the shaft breaking through the aluminum frame.

(3)Flat milling
1.Originating from the mining idler roller, the round end of the roller shaft is machined flat to fit into a slot in the frame. Assembly and disassembly is very easy.
2.Flat milling shaft type rollers are not suitable for sprocket rollers, poly-vee rollers or other driven roller applications
Bearing
The bearings are the most important component of the roller. The correct choice of bearing directly determines the reliability and lifespan of the roller.
Depending on the roller application, the roller will utilize different types of bearings with the appropriate tolerance, lubrication and seal
1) Lubrication
1.Good adhesion, difficult to run off and leak.
2.Long lubricating life,no need to replenish or change the grease.
2) Clearance
The clearance of the bearing ensures the bearing runs freely, smoothly and without resistance.To ensure the bearing runs reliability and the axis remains centred, the number of balls to bear the load is maximized clearance of the bearing suitable for the roller is C3. This has a large influence on the bearing's dynamic performance including noise, vibration, friction, running accuracy and lifespan
3) Seal
The purpose of the bearing seal is to prevent inner grease from leaking and outside contaminants such as dust, water and other such contaminants from entering into the inside of the bearing. The seal ensures the bearing runs safely and with the utmost sustainable under all conditions. We recommend using the RZ sealing method which combines the advantages of both the Rs and ZZ. lt has the same low friction as the ZZ and also has similar seal and dustproof performance to the RS.
Run Out and Load Capacity
1)Run out
Run out is the key factor in how smooth the roller runs. lt will influence the stability and reliability of conveying. lf the run-out is excessive, it will lead to product jolting, deviationfrom normal conveying direction, influencing the accuracy of conveying, causing higher noise levels and may even cause partial product damage or a reduction in the conveyor's lifespan. Our conveyor rollers utilize high quality materials and strict manufacturing processes to ensure better run out performance than specified by JB/T7012-2008.
Radial Run-out
Unit : mm
|
Roller length
|
Roller
|
Tapered roller
|
|
100~500
|
0.5
|
0.7
|
|
> 500~1000
|
0.6
|
0.9
|
|
> 1000~1600
|
1.0
|
1.4
|
|
> 1600~2000
|
1.2
|
/
|
2)Load Capacity
The main factors which determine the roller load capacity are the tube, shaft and bearing. The load capacity is dictated by the weakest of them:
1.Excessive load will distort the tube during roller operation which may result in permanent damage leading to unstable conveying of the product.
2.lf the load capacity of the shaft is insufficient, it will change the adaptive capacity of the shaft and influence the running performance.
3.lf the load exceeds the permitted load of the bearing, it will greatly reduce the bearing's life span
More Information:
1.The rated load capacity of a single roller is the uniformly distributed load on the roller surface (not point load).
2.The method of mounting the shaft to the conveyor frame. For example a internal threaded shaft has a higher load capacity than loose mounted shaft such as a spring loaded shaft.
3.For each application, you need to consider how flat the product conveying surface is and any partial forces encountered during conveying.
4.Steel tube and stainless steel tube have similar mechanical properties with regards to load capacity so are typically considered to have same load capacity.
5.Increasing the thickness can strengthen the tube's impact resistance (not easy to dent), but has little influence on the roller's load capacity.
6.In some modes of conveying, especially in belt conveying, duty plays a decisive role rather than the load. The duty depends on the driving force such as belt maximum tension and chain tension.
